ٻه طرفي سوراخ ڪرڻ واري مشين

پروسيسنگ پوزيشن ۽ درستگي: والو جي جسم جي ٻنهي سرن تي فلانج سوراخ کي پروسيسنگ ڊرائنگ جي ٽيڪنيڪل گهرجن کي پورو ڪرڻ لاء
حصن جو مواد: اڇلائي اسٽيل
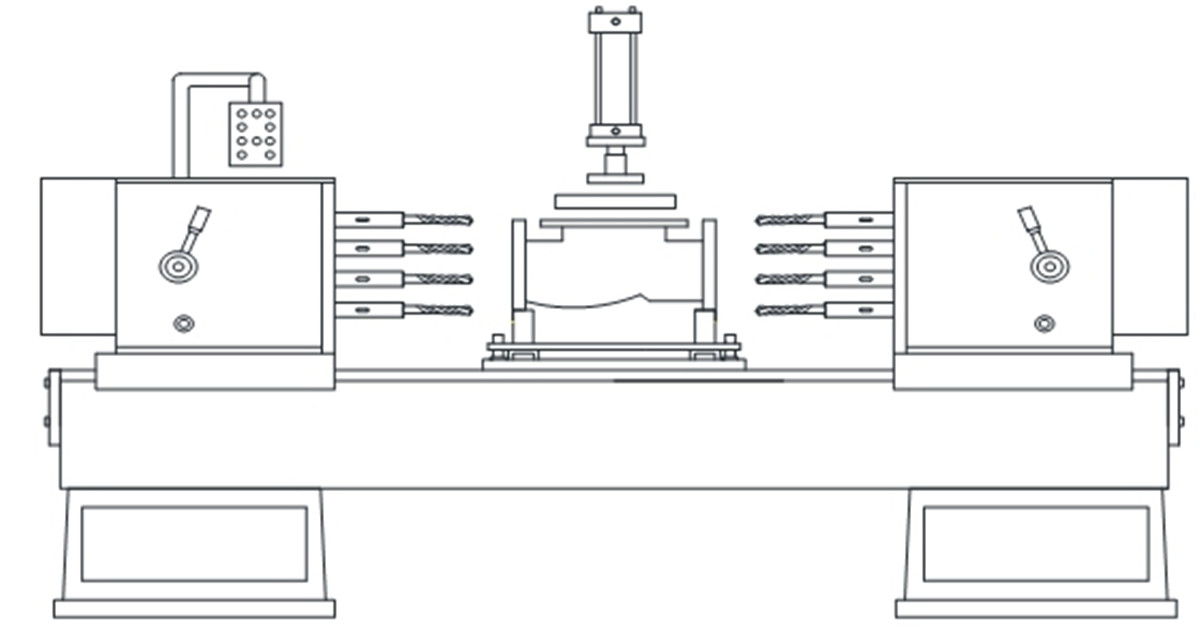
مشين جي جوڙجڪ: هي مشين هڪ افقي هائيڊولڪ ٻه طرفي سوراخ ڪرڻ واري مشين آهي. کاٻي ۽ ساڄي سر هڪ هائيڊولڪ موبائيل سلائيڊنگ ٽيبل گيئر باڪس مان ٺهيل آهن، ۽ وچ ۾ هڪ ورڪ ٽيبل ۽ هائيڊولڪ فيڪٽرز مان ٺهيل آهي. مشين مڪمل تحفظ، خودڪار چپ کنويئر، پاڻي جي کولنگ، ۽ آزاد برقي ڪابينا، هائيڊولڪ اسٽيشن، مرڪزي لوبريڪيشن ڊيوائس، وغيره سان ليس استعمال ڪري ٿي. ڪم پيس کي دستي طور تي مٿي ڪيو ويو آهي ۽ هائيڊولڪ طور تي ڪلپ ڪيو ويو آهي. تفصيل لاءِ ميکانيزم اسڪيميٽ ڏسو.
Workpiece پروسيسنگ معياري عمل:
مشين ھڪڙي وقت واري پوزيشن جي پروسيسنگ آھي، ھڪڙي وقت ۾ ھڪڙو ٽڪرو، ۽ اھو گھربل آھي ھڪڙي ريفرنس مٿاڇري تي عمل ڪرڻ جي طور تي پوئين عمل ۾ انسٽاليشن پوزيشن ريفرنس.
معياري عمل هي آهي: ورڪ پيس کي صاف ڪريو → ورڪ پيس کي ٽولنگ ۾ پروسيس ڪرڻ لاءِ رکو → هائيڊولڪ طريقي سان ورڪ پيس کي ڪليپ ڪريو، ڪم جي سلائيڊن جا ٻه سيٽ تيزيءَ سان اڳتي وڌائي سگهجن ٿا ۽ حملو ڪري سگهجي ٿو، ۽ ٻن سيٽن کي هم وقت سازي ڪري سگهجي ٿو يا قدم قدم تي پروسيس ڪري سگهجي ٿو.
اصل پوزيشن ڏانھن واپس وڃو- ھائڊرولڪ رليز- دستي لوڊ ڪرڻ ۽ ان لوڊ ڪرڻ → ايندڙ چڪر ۾ داخل ٿيو.
مکيه مشين پيراگراف
| ماڊل | HD-Z200BY |
| بجلي جي فراهمي (وولٽيج / فریکوئنسي) | 380V/50HZ |
| Max.Axis سفر (mm) | 380 |
| ڊرل پائپ جي رفتار (ر / منٽ) | 270 360 |
| ڊرل پائپ جي انسٽاليشن (قومي معيار) | محسن نمبر 2 |
| مناسب سوراخ (ايم ايم) | 8-23 |
| سوراخ ڪرڻ جي فاصلي جي غلطي (mm) | 0.1 |
| مشيني سوراخ قطر (mm) | 60-295 |
| منٽ. ڪم ڪندڙ سوراخ لاء مناسب مرڪز فاصلو (ايم ايم) | 36 |
| اوزار جو فارم | هائيڊولڪ ڪلپنگ |
| کاڌو فارم | هائيڊولڪ فيڊ |
| سوراخ ڪرڻ واري موٽر پاور | 2 × 5.5 ڪلوواٽ |
| کاڌي جي رفتار | Stepless رفتار ضابطو |
مکيه خاصيتون
(1) هي مشين Huadian PLC ڪنٽرولر سان ڪم ڪيو، اهو ڪيترن ئي طريقيڪار لاء ڪم ڪري سگهي ٿو، مثال طور، آخر منهن جو سوراخ، وچين سوراخ، بور سوراخ ۽ دائرو، طاقتور فنڪشن ۽ آسان آپريشن.
(2) فيڊ سلائيڊنگ ٽيبل گائيڊ وي استعمال ڪري ٿو اعليٰ معيار جي گرين ڪاسٽ آئرن، گرت روف ڪاسٽنگ، ٽمپرنگ ۽ ايجنگ جو علاج ٽي ڀيرا. مڪمل طور تي بقايا اندروني دٻاء کي ختم ڪريو، گائيڊ واٽ جي مٿاڇري کي سپر آڊيو quenching اپنائڻ ۽ سختي HRC55 تائين آهي. اعلي صحت واري گائيڊ طريقي سان پيسڻ واري پروسيسنگ ذريعي، درستگي، سختي، استحڪام کي يقيني بڻائڻ لاء.
(3) ٽرانسميشن حصو خال کي ختم ڪرڻ لاءِ صحت واري بال اسڪرو ۽ مداخلت کي اختيار ڪري ٿو، مشين ڊرائيو کي مستحڪم ڪرڻ لاءِ.
(4) پاور هيڊ طاقتور موٽر سان ٽي اسٽيج مينوئل اسپيڊ تبديلي سان ليس آهي، گهٽ رفتار حاصل ڪري ٿو پر تيز ٽوڪ، ڳري ڪٽڻ واري لوڊ کي برداشت ڪري سگهي ٿو، پروسيسنگ ڪارڪردگي کي بهتر بڻائي ٿو.
(5) ڪم ڪندڙ سامان هائيڊولڪ پريشر-خودڪار ڪلمپنگ کي اختيار ڪري ٿو، ڪارڪردگي کي بهتر ڪرڻ ۽ مزدور جي شدت کي گهٽائڻ لاء.
(6) مشين مرڪزي لوبريڪيشن کي اختيار ڪري ٿي، انهي کي يقيني بڻائڻ لاء ته هر حرڪت واري حصن جي مڪمل سڻڪ پوء مشين جي اوزار جي خدمت زندگي کي بهتر بڻائي.